Ébavurage de pièces trempées
Selon le procédé de fabrication des pièces tournées et fraisées, un ébavurage thermique après durcissement est souhaité. Étant donné que ce processus d'ébavurage est utilisé pour ébavurer à l'énergie thermique, il existe un risque de modification structurelle de la zone durcie. Une série de tests avec différents paramètres d'ébavurage devrait maintenant apporter de la clarté.
Als Ausgangslage steht die Anfrage unseres Kunden für das thermische Entgraten von gehärteten Hydraulik-Teilen. Diese angefragten Drehteile, hergestellt aus Automatenstahl 1.0736, sind Einsatzgehärtet auf 620±40 HV30 / 0.4 tief.
Die Entgratversuche werden auf 5 verschieden starke Entgratungen festgelegt welche die Entgratung von schwach bis sehr stark abdecken. Als besonders gefährdet für eine Veränderung der Härte sind dünnwandige Stellen. Diese Stellen weisen im Verhältnis zur Masse eine relativ grosse Oberfläche auf. Dies hat prozessbedingt zur Folge, dass in diesem Bereich vom Werkstück mehr Wärmeenergie aufgenommen wird und sich das Material an dieser Stelle stärker erwärmt als dickwandige Stellen mit mehr Masse und weniger Oberfläche.
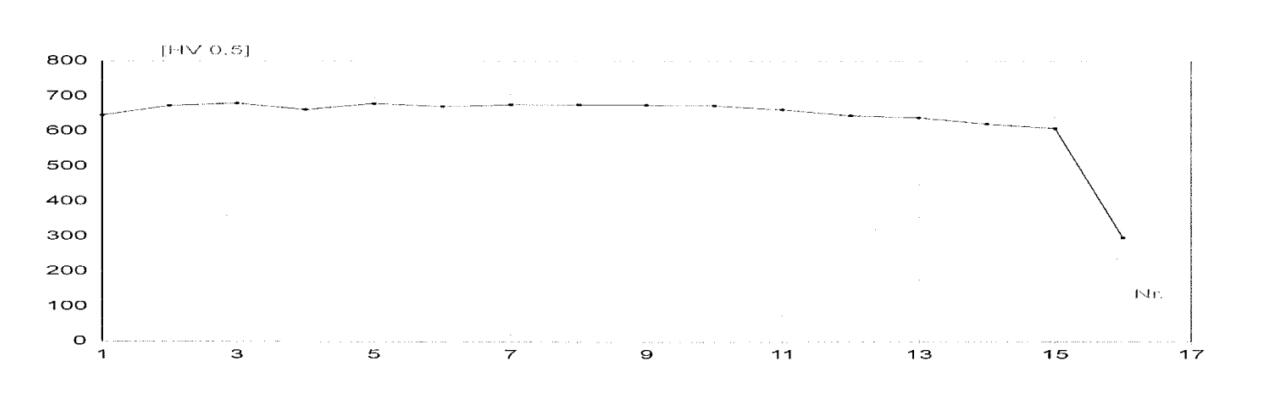
Im Bereich der dünnwandigen Stelle zeigt der Härteverlauf von Versuch 1, dieses Teil wurde nicht thermisch entgratet, dass diese Stelle durchgehärtet ist und die Grenzhärte in diesem nicht den Vorgaben entspricht. Die Härte, Messpunkte in Abständen von 0.1mm, verläuft über den ersten Millimeter nahezu stabil und fällt kaum ab.
L’auteur

Patrik Beck
Direction vente/Marketing/Production (de/fr/en)
Tel. 062 956 20 33
patrik.beck@moser-entgratung.ch
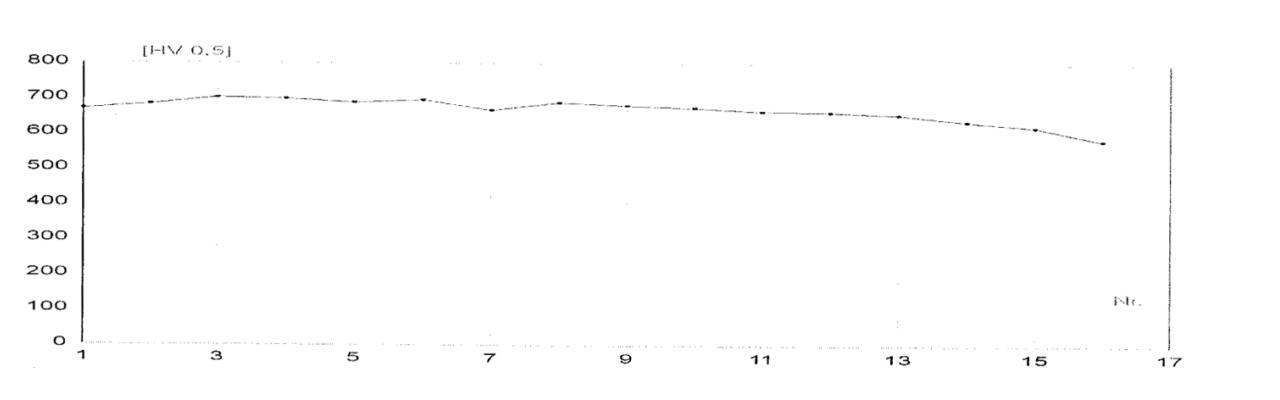
Essai 1
Avant l'ébavurage
Dureté mesurée à un point épais: 653 HV30
Limite de dureté à 550 HV1: 0,43 mm
La courbe de dureté change à peine et reste stable à près de 700 HV0,5
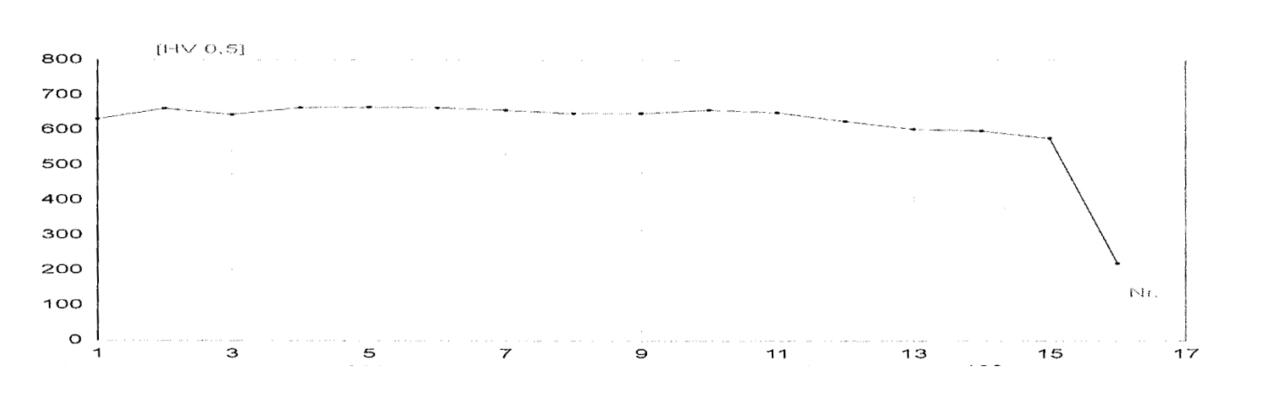
Essai 2
faiblement ébavuré
Dureté mesurée à un point épais: 653 HV30
Limite de dureté à 550 HV1: 0,43 mm
La courbe de dureté change à peine et reste stable à près de 700 HV0,5
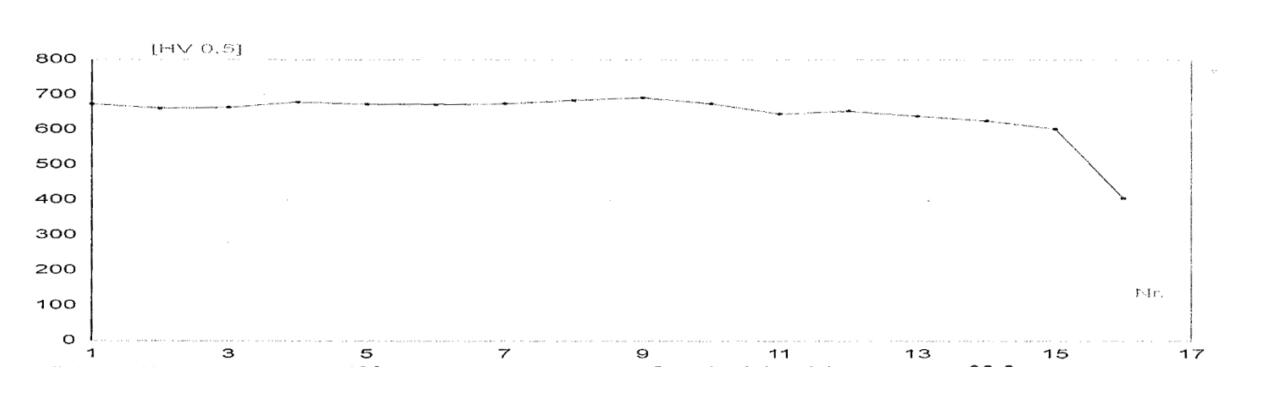
Essai 3 (Validation de la série)
moyennement ébavuré
La courbe de dureté change à peine et reste stable à un peu moins de 680 HV0,5
Essai 4
moyennement ébavuré, 2x
Le profil de dureté change légèrement vers la partie intérieure, la dureté de surface est légèrement inférieure
Essai 5
fortement ébavuré
La courbe de dureté change à peine et reste stable à un peu moins de 680 HV0,5
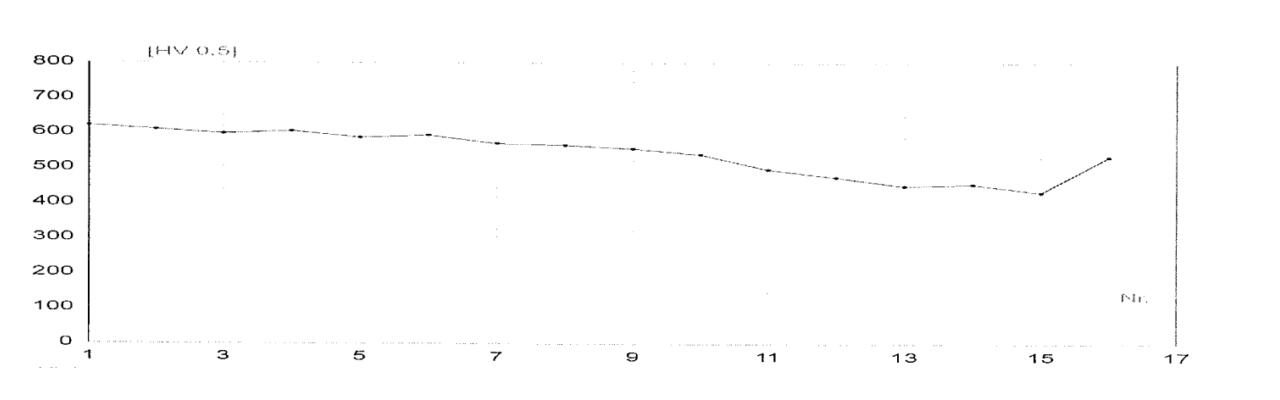
Essai 6
très fortement ébavuré
L'évolution de la dureté change considérablement et la couche de surface devient beaucoup plus douce
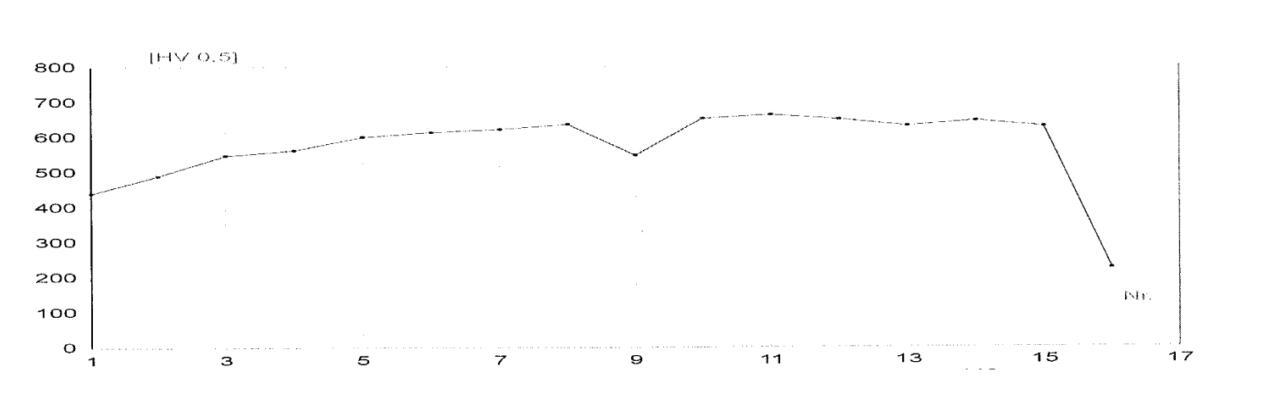
Conclusion:
Les essais 2 et 3 ne montrent aucun changement dans la courbe de dureté, les essais 4 et 5 montrent une légère déviation et dans l'essai 6 un changement net dans la courbe de dureté peut être observé. Ainsi, les pièces ne peuvent pas être utilisées après les tests. Dans l'expérience 2, l'ébavurage est bon, mais il n'y a aucune certitude que les bavures plus grosses seront facilement éliminées. Dans les essais 4 et 5, nous sommes à la limite critique en termes de dureté. L'expérience 3 est donc jugée adaptée à la production en série et semble optimale pour ce procédé. Le résultat d'ébavurage répond aux exigences et est fiable dans le processus et les limites critiques sont sécurisées des deux côtés.
